
-
EQUIPMENT
-
SHOP
-
EDUCATION
- CONTACT
Something alluded to previously is the subject of temperature sensitivity. The colder a solvent is run over material, the more selective it is to the solute it dissolves, and the less aggressive it is with all solutes. The general rule of thumb in chemistry is that like dissolves like: a polar solvent, like water (with polarity of 1), will dissolve polar and ionic solutes, such as table salt (Na+Cl-), while, a nonpolar molecule, like butane or propane, is a perfect solvent for such oily nonpolar solutes as cannabinoids and terpenes. However, there are other undesirables that are also soluble in butane and propane, such as naturally occurring plant waxes and lipids, and pigments such as chlorophyll and astaxanthin.
The benefit of running solvents cold is their selectivity. We are taking advantage of the differential solubility between the target compounds we want (cannabinoids and terpenes), and their associated waxes and lipids. The latter will fall out of solution near -40°C in n-butane in a process similar to winterization in ethanol. This magic dewax temperature varies between the solvents and varies slightly between batches of biomass. n-Butane has the lowest dewax temperature, with propane higher (from -20 to 0°C), and isobutane in between. If the solvent is too cold, you may see cannabinoids begin to precipitate out of solution.
There are two methods of Single Solvent Dewaxing (SSDW) as cold-butane dewaxing
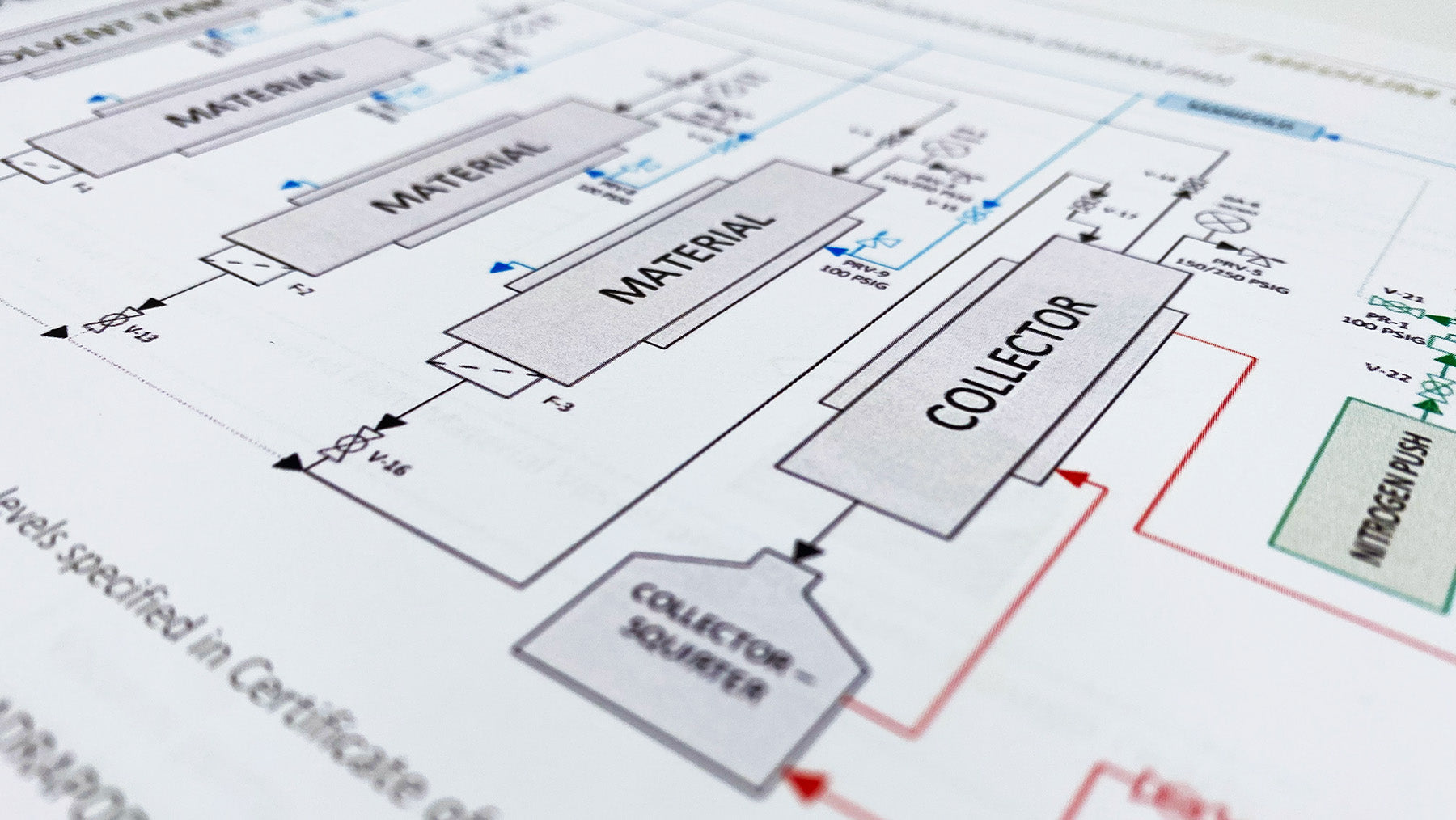
is called. Method one is “Secondary Column Dewaxing'' (SCD), where an empty dewaxing column is sized to catch the solution as it runs through the material columns. The solution is then cooled and condensed to concentrate and supersaturate the lipids. Around -20°C for n-butane, a clear “apple-juice” colored solution will spontaneously turn cloudy into something that looks like unfiltered apple cider. These are microscopic wax crystals precipitating. As you continue to cool to -40°C, the cloudiness will coagulate into swirling flecks, and eventually settle out into something resembling cottage-cheese. At this point, the solution will become clear again, and is ready to push out through the filters at the bottom with regulated nitrogen pressure (like an inverted French press).
The second method is what we call “Primary Column Dewaxing” (PCD) using a cold material column. In this technique, we freeze the material columns directly and keep the solvent cold throughout the process, to avoid dissolving any waxes and lipids in the first place. This is commonly used for live resin with fresh-frozen biomass. It is very effective, however, the cold reduces the power of the solvent so much that more must be run over the biomass. The practitioner will sometimes run 2-3 times as much solvent to get a full yield. The result will be impeccable at those temperatures, as very little of any undesirables are soluble. It is a more time-consuming and hence expensive way to make extract, but it makes an accordingly more valuable product as well.
After extraction and dewaxing, the solution needs to be heated and boiled to evaporate off the primary extraction solvent. What remains behind is our concentrate. There are two main schools of recovery called active and passive. These are just industry euphemisms for using a recovery pump or vapor compressor (active) versus isobaric distillation (passive). Regardless of which method is used, and there are arguments and proponents for both (we are Passive Evangelists), this stage is usually the most time-consuming phase of hydrocarbon extraction and is referred to as the Hydrocarbon Recovery Bottleneck.
It’s not unusual for a butane extractor to spend only 5 minutes running solvent over the biomass, and then 50 minutes recovering the solvent. Regardless of whether it’s an active or passive recovery, the boiling solvent cools itself evaporatively and must have heat added to drive the phase change. If this heat transfer is insufficient, the temperature of the boiling liquid will fall. As the temperature falls, so does the vapor pressure and vapor density, so fewer molecules are transmitted to the condenser to re-liquify. Hence, regardless of whether a system is active or passive, if there is insufficient heat on the evaporation process, the recovery speed will fall.
The most common type of evaporation used in hydrocarbon extraction is the ubiquitous collection pot. This is a simple batch evaporator where a quantity of solution is caught and heated at once while its vapor is conveyed by a compressor or vapor pressure gradient to a condensing heat exchanger. Batch evaporation is effective, but the larger the boiling vessel gets, the less efficient it becomes to heat from its jacket surface. (Note: surface area increases by the square of the radius, while volume increases by the cube.) Instead, tricks must be played as scale increases to get sufficient transfer of heat into the evaporating solution.
The first trick is to turn the heat up on the evaporator jacket and drop a coil down into
the solution for more heat transfer surface area. The solution is trapped at its boiling point, but the higher temperature difference between that and the heated jacket will drive the phase change to vapor more quickly. This becomes an issue at the end of the recovery when the solvent is mostly gone, and the extract is concentrated. The boiling point of the extract can rise to where the jacket heat is cooking out your terps. It is important that you monitor your actual liquid solution temperature and cut the heat off as the boiling point rises above 25°C. We accomplish this manually by putting a valve on the bottom of the jacketed squirt bowl to throttle the recirculating heater fluid.
The next trick is the application of a Falling Film Evaporator (FFE) to butane recovery.
An FFE is an in-line, continuous evaporator, as opposed to the previous batch operation. Superheated solution is sprayed into the top of a hot tube-in-shell heat exchanger and allowed to run down its length, evaporating in a thin film as it descends the tubes. The vapor is conveyed to a cold heat exchanger and condensed back into its liquid form. This distillation technique is commonly used at large scales throughout all industrial applications, but it was novel in the BHO extraction industry until recently. With a butane FFE (bFFE), we can break the Hydrocarbon Recovery Bottleneck, easily scaling up to 3, 6, even 12 lbs/min. Thus, we can recover butane as fast as we can run it back through the material columns, allowing us to recirculate a full MAQ of 150-300 lbs solvent, and do back-to-back runs as fast as we can reload material and sub-cool the solvent to -60°C.
With passive recovery, a cold condenser re-liquifies the solvent at equal pressure, instead of using a vapor compression pump. This can be accomplished with consumable refrigerants like liquid nitrogen, liquid CO2, or dry ice. This is a low-cost way to get started, but it uses a lot of consumables for refrigeration.
With passive-electric recovery, we use a heat exchanger and a powerful low-temperature chiller instead, combining batch evaporation with the condensing side of a bFFE. Recovery rates of 1-3 lbs/minute are easily achievable, faster than what most people can claim with a pump. The chillers available in the -20°C range cost about one-third of a low temp -60°C chiller, with comparable power for passive recovery. Condensation from vapor to liquid is an exothermic process and requires about 3 kW of heat removal for each pound-per-minute of recovery rate, with butane. Thus, we need about 9kW for 3 lbs/min, 18kW for 6 lbs/min, and 36kW for 12 lbs/min, along with an equal amount of heat on the evaporator.
© 2020,Boris Kogon








{kind=link}
Bizzybee LLC
Author