
-
EQUIPMENT
-
SHOP
-
EDUCATION
- CONTACT

Bizzybee organized the 2023 Wrangler Cup to host a community event and Hydrocarbon Extracts Competition between Bizzybee Beest Wranglers. Bizzybee Extraction systems are known as Beests and the owner/operators are referred to as Wranglers. The spirit of the Wrangler Cup was to bring together Wranglers from around the country and reinforce the community of the Wrangler Network.
Bizzybee wanted this competition to highlight and showcase the amazing people and brands we’ve worked with over the years, along with the high quality extracts they make using our extraction equipment. We hosted the event at our facility in Tacoma Washington. It consisted of a class presentation on hydrocarbon cannabis extraction with a live hemp extraction demo, catered lunch, smoke sesh, and a BHO extracts competition.
We are very grateful for everyone that participated in the Cup, everyone who came out to spend the day with us, and a special thanks to all of the Wrangler cup sponsors; Solvent Direct, Puffco, Huber, Podtronix, Media Bros, Chemtek, Across International, Good Life Gang, Label My Bud, Dab Rite, and The Top Secret Workshop. These companies all supply equipment and products related to cannabis/hemp extraction, post processing, and ancillary equipment to Bizzybee Extractors. They all provide the best equipment and knowledge in the industry, and are Bizzybee Approved Vendors.

We started the day off with a class presentation on Hydrocarbon Extraction and Bizzybee extraction equipment. There was an overview of liquid/ solid extraction, with common examples from the food, beverage and pharmaceutical industries. This led into explanations of what hydrocarbons are, their properties and characteristics as liquid petroleum gasses, and how they can be used as solvents. We included information on the source of hydrocarbons, their molecular structures, pressure/temperature graphs, solubility charts, phase changes and safety aspects.
We continued by discussing the components of Bizzybee extraction equipment. The different types of vessels, how each one functions, and how Bizzybee arranges vessels to build functional systems. Each system takes into account solvent to biomass ratios, solvent capacity, energy requirements and recovery rates. From there we presented a slideshow of the solvent flow through our Hexapod System during extraction and the vapor flow during recovery. We discussed the heating and cooling parameters needed during the extraction process and different cooling and heating methods Bizzybee implements to achieve those parameters.
We finished the presentation with our Evolution of a Beest diagram that shows how Bizzybee extractors can be upgraded and expanded from a small Bipod, to a Hexapod, and on into our Milti-Rack Extractors series. We finished with a live demo. In our facility we have a C1D1 extraction booth where we did two 8lb hemp extraction runs on our Hexapod Extractor with liquid co2 low temp cooling and Electro Passive Recovery.
After the class and demos the day continued with a smoke sesh, the Wrangler cup competition, lunch, and dinner. For lunch, fresh caught Alaska smoked Salmon and charcuterie board was provided by Gian, Smokers Chophouse/ BlackStoneFly, and Dustin, Future4200. Followed by a dinner of BBQ chicken and smoked pork belly tacos with blackberry cobbler.
For the Wrangler cup competition, we had 30 entries from different Beest Wrangler brands. Each entry was double blind, so they were assigned a number but not labeled with a brand or strain. There were 9 judges and 5 categories (visual appeal, aroma, flavor, smoke, and high) with a scale of 1-10 points per category. All the scorecards were tallied and we announced the winners and the Top 10. Each participant received a Bizzybee Swag Pack. The Top Ten received a Dab Rite dab temperature reader. Top 3 won Puffco dab rigs, and first place received a custom Bizzybee dab rig trophy.
We value the cannabis community as a whole, all the Wranglers out there that have and continue to support us, and all the great vendors we work with in this industry. Many thanks to everyone that made The 2023 Wrangler Cup such a great event.

The following is a brief description of cannabis processing certification requirements and how Bizzybee’s equipment is compliant with regulations. This information is for educational purposes only.
Certification requirements for a cannabis extraction processing facility in the United States of America are primarily defined by the International Fire Code (IFC) and the 38th Chapter of the National Fire Protection Association (NFPA). Within these codes other certifications may be specified, which may include: UL Listing (which applies to electrical equipment), C1D1 classification, and ASME boiler & pressure vessel codes (BPVC).
These regulations pertain to the environment and equipment that will be involved in operating a cannabis extraction facility. This includes specifications on extraction rooms, extraction systems, post-processing areas, electrical equipment, and aspects of the building itself, such as fire suppression systems. They do not include regulations associated with licensing or legality, as the basis for all these regulations is to ensure safety while working with or around flammable liquids and gasses.

The interpretation and enforcement of these regulations is decided by the Authority Having Jurisdiction (AHJ) of a given location. The role of AHJ can be filled by various groups or individuals such as a fire marshall, city engineer, or other regulatory authority. This role varies depending on location. Each state, county, and city/town may have a different AHJ. Each of these AHJs may have a different interpretation of the IFC and NFPA codes. Which leads to variation in certification requirements between different states and cities, even though they are all based on the same fire safety and pressure vessel codes.
The environment/infrastructure and operating equipment each have different certification requirements based on their exposure to flammable substances. Areas where flammable substances are being used and have a higher potential of exposure, like an extraction booth, must adhere to Class 1 Division 1 (C1D1) specifications. Areas that have small amounts of exposure to flammable substances, like a post-processing room, would adhere to Class 1 Division 2 (C1D2) specs. Areas without flammable substance exposure, like a packaging room, wouldn’t have these requirements.
Equipment is required to be rated for the environment it will be operating in. For example, equipment in a C1D1 space would have to be intrinsically safe and spark-proof. Extraction equipment must be rated for this C1D1 environment as well as adhere to fire safety and pressure vessel codes. Certifications for hydrocarbon extractors come in the form of an Engineer Peer Review (EPR) and a Certificate of Conformance (COC).

The EPR and COC documents for a hydrocarbon extractor must be created by a third party engineering firm with a professional engineering license in the state the extractor will be operating in. For this process, Bizzybee works with the third party engineering company 3P Certz.
3P Certz is a firm with professional engineering licenses in 49 states and are members of NFPA, ASME, ICC (International Code Council), and ASHRAE (American Society of Heating, Refrigerating and Air-Conditioning Engineers). They are one of the premier engineering firms working within the cannabis industry. Bizzybee and 3P Certz have worked closely together to ensure our closed loop hydrocarbon extractors adhere to all regulations by extensive testing with engineering software and real world hydrostatic failure tests. With this testing 3P Certz has created a full catalog review of every piece Bizzybee makes and uses in our extractors. This catalog is the Third Party Engineer Peer Review for Bizzybee closed loop extractors.
Each Bizzybee System is pressure tested, issued a serial number, photographed, and 3D renderings are generated. 3P Certz uses this information to write a Certificate of Conformance for that specific system at the specific location it will be operating at. These documents are given directly to the local AHJ as proof of record that the extractor adheres to all regulation requirements.

Bizzybee extractors are built to be rated for 150 PSI when operating using butane, isobutane, or a 70/30 butane/propane mix. Systems can be modified for a 250 PSI certified rating when pure propane is being used. We also have different columns rated for liquid CO₂ injection in the jacket or for a recirculating chiller connected to the jacket. All of our vessels larger than 6” diameter are made in an ASME manufacturing shop.
Our closed loop extractor’s modular design allows for easy system upgrades to expand production. Once a system is certified, installed and operational, any future upgrades/expansions to the system can be added to the current COC with a simple amendment.
Bizzybee has prepared for international regulations as legalization spreads to different countries around the world. International regulations can vary even more than domestic. One example is Canada, where there is a method of registering designs for pressure vessels and process piping called Canadian Registration Numbers (CRNs). We’ve worked with third party engineers to review our equipment designs for compliance with CRNs for certification in the various provinces of Canada.

Other considerations are certifications that Bizzybee’s client operators may need to be compliant to that Bizzybee doesn’t qualify for. An example of this is Good Manufacturing Practices (GMP) certification. GMP is a system of quality control standards for pharmaceutical products made for human consumption. A facility processing cannabis products may benefit from this certification. Bizzybee manufactures equipment and not pharmaceuticals, so we do not fall under the purview of GMP. However, once our equipment is installed in a GMP facility, that equipment must adhere to GMP regulations. Bizzybee continues to work with GMP consultants to review the operational guidelines of our equipment to meet the GMP requirements.
As a closed loop hydrocarbon extraction equipment manufacturer, Bizzybee’s main focuses are the quality of our products and the safety of our systems for operating personnel and facilities. Working closely with 3P Certz and other third party engineers allows us to maintain quality and safety compliance with all cannabis processing equipment regulations.
By Calvin Jones

This brings us to the topic of BHO finishes and postprocessing. The most important things about a finish are the smell and taste (terpene preservation), and visual appeal. The last one centers largely on color with a preference for lighter yellows to clear. There are many tricks to getting light colors, starting with running only the best quality biomass, running it fresh, even uncured and frozen, as well as recent postprocessing innovations such as color remediation filtration and chromatography (an entire topic in itself). Much like making candy, BHO extraction is an art and a science; just as many forms of candy are made with sugar, water, and flavorings, there are many types of dabbable BHO products.
Back in the early days of the industry, circa 2013-2015, there was a famous saying: “if it doesn’t shatter, it doesn’t matter.” This has largely gone by the wayside, with various products available for dabbing and vaping that are made from BHO. Shatter is a clear, shiny, amorphous solid like glass, that’s finished in thin sheets in a vacuum oven. Like glass, it will both shatter when struck, or bend and flow slowly when warmed. The relative brittleness versus tackiness is the characteristic referred to as stability. This glassy amorphous solid is a homogeneous matrix of tetrahydrocannabinolic acid (THCA) which gives it stability and retained terpenes (5-15% by weight). The more terpenes there are in the shatter, the more tacky or sappy it will be, but also more flavorful.
Extremely brittle shatter will have less taste, but plenty of high. Decarboxylated THC, which is a gold viscous oil, will also make shatter tacky. For this reason, and for terp preservation, the starting plant material should always be run fresh, sealed away from oxygen, and kept cold and in the dark until it is run (preferably in a freezer). Additionally, running a cold dewaxing technique will make the shatter clear and more stable, and prevent it from denaturing over time and becoming cloudy. Shatter is poured or spread out thin on parchment sheets and purged carefully under gentle heat in a vacuum oven to remove the residual solvent without volatilizing away the precious terps.
Sometime around 2015, the industry invented a new finish called sugar-wax. This was a great relief to extractors everywhere, as the shatter finish is often hard to achieve and maintain. Shatter tends to denature slowly if not kept cold, and the clarity turns cloudy and opaque. This is a process of nucleation and crystallization called sugaring. It produces a fascinating effect as the amorphous structure transforms into a crystalline lattice and the trapped terpenes are released, allowing them to flow and become more volatile. Originally, this was an extractor’s nightmare, as their precious shatter turned cloudy and the terps ran off the parchment. But some clever practitioners started encouraging the process, scraping the terpy/sugary mixture off the parchment, and putting it into jars for presentation and distribution. Pouring the extract
directly into shallow Pyrex pans instead of into thin sheets further encourages sugaring. The result is incredible flavor and terp preservation inside the sealed jars. We call this the Sugar Revolution, from 2015-2016.
The crystallization phenomenon that makes sugaring happen is called supersaturation.
When a solute is dissolved and the solution is evaporated, or its temperature is dropped (or both), the resulting concentration is too high to remain dissolved. The surplus solute is unstable in solution and will precipitate, or crash-out, as crystals.
There is a strong analogy between BHO concentrates and honey. The latter is a mix of glucose and fructose dissolved in 5-20% water. This is a supersaturated solution and a supercooled liquid and will crystallize over time, or quickly if it gets cold. BHO concentrate is a similar, but nonpolar, version of this mixture, with THCA and CBDA solids supersaturated in 5-20% terpenes and residual butane. Over time the cannabinoids form crystals, separating from the terpenes, resulting in two fractions called Diamonds and Sauce. This innovation was discovered by many people independently, often accidentally. It’s easily encouraged by running fresh-frozen material as live resin. Freezing the biomass fresh prevents decarboxylation of THCA, and the most volatile terpenes are retained instead of being lost in the drying process. Running it cold (-40 to -60°C) keeps the frozen water out of solution, while dewaxing in-line. Decarbed THC and lipids in solution will interfere with crystal formation, so you want to run live resin fresh and cold to dewax it.
Live resin can show double or triple the terpene content in the final extract. Rather than pouring the concentrate into Pyrex pans or onto sheets, practitioners fill mason jars with the liquid extract or use specialized diamond miners to hold it under pressure. The crystals precipitate naturally, or as I am fond of saying, “The secret to making crystals is that crystals make themselves, if the conditions are right...”
Before shatter and sugar and live resin, there was Wax and Crumble. These BHO products were made by mechanically whipping the concentrate, adding air, and purging it, until it thickened. With the innovation of live resin came a whipped finish known as Batter, where the terp fraction is combined with THCA crystals and whipped to make it fluffy, homogeneous, and wet. The high terpene content of live resin whipped batter leaves it wet and juicy instead of the dry texture of crumble. Batter is shelf-stable and won’t break down, and the wet juicy terpenes oozing out of it make an incredibly flavorful and aromatic product. Sugar-wax, diamonds and sauce, and batter finishes are all so rich in flavor and smell that I call them high-fidelity. These products smell just like the original flower they are extracted from but amplified. They are high-fidelity because they preserve and concentrate the terpenes that make the smell and flavor, without losing or denaturing them. This makes BHO live resin extracts some of the most expensive and valuable concentrate products on the market.
In summation, there are many products that can be made with hydrocarbon solvents.
Finesse must be used to coax the molecules we want from the plant biomass and leave behind those we don’t. Ingenuity must be used to scale up production and efficiency. The finished products of hydrocarbon extraction are the most flavorful and sought after of all dabbable
products manufactured with solvents. With the three options of n-butane, isobutane, and propane, and various extraction techniques and finishing post-processes, the hydrocarbon extraction practitioner is as much a chef or an artist as a scientist.
© 2020,Boris Kogon

Something alluded to previously is the subject of temperature sensitivity. The colder a solvent is run over material, the more selective it is to the solute it dissolves, and the less aggressive it is with all solutes. The general rule of thumb in chemistry is that like dissolves like: a polar solvent, like water (with polarity of 1), will dissolve polar and ionic solutes, such as table salt (Na+Cl-), while, a nonpolar molecule, like butane or propane, is a perfect solvent for such oily nonpolar solutes as cannabinoids and terpenes. However, there are other undesirables that are also soluble in butane and propane, such as naturally occurring plant waxes and lipids, and pigments such as chlorophyll and astaxanthin.
The benefit of running solvents cold is their selectivity. We are taking advantage of the differential solubility between the target compounds we want (cannabinoids and terpenes), and their associated waxes and lipids. The latter will fall out of solution near -40°C in n-butane in a process similar to winterization in ethanol. This magic dewax temperature varies between the solvents and varies slightly between batches of biomass. n-Butane has the lowest dewax temperature, with propane higher (from -20 to 0°C), and isobutane in between. If the solvent is too cold, you may see cannabinoids begin to precipitate out of solution.
There are two methods of Single Solvent Dewaxing (SSDW) as cold-butane dewaxing
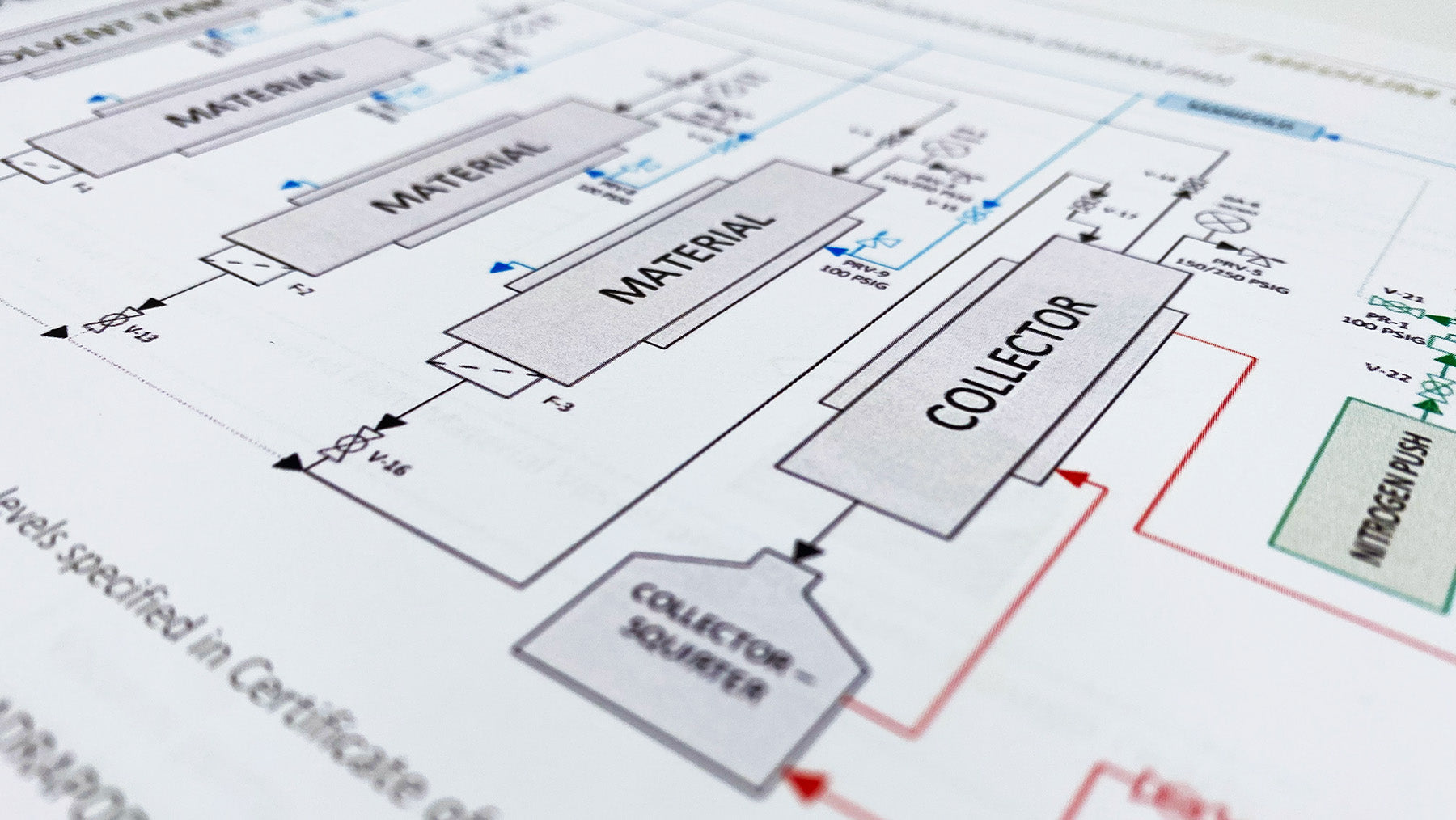
is called. Method one is “Secondary Column Dewaxing'' (SCD), where an empty dewaxing column is sized to catch the solution as it runs through the material columns. The solution is then cooled and condensed to concentrate and supersaturate the lipids. Around -20°C for n-butane, a clear “apple-juice” colored solution will spontaneously turn cloudy into something that looks like unfiltered apple cider. These are microscopic wax crystals precipitating. As you continue to cool to -40°C, the cloudiness will coagulate into swirling flecks, and eventually settle out into something resembling cottage-cheese. At this point, the solution will become clear again, and is ready to push out through the filters at the bottom with regulated nitrogen pressure (like an inverted French press).
The second method is what we call “Primary Column Dewaxing” (PCD) using a cold material column. In this technique, we freeze the material columns directly and keep the solvent cold throughout the process, to avoid dissolving any waxes and lipids in the first place. This is commonly used for live resin with fresh-frozen biomass. It is very effective, however, the cold reduces the power of the solvent so much that more must be run over the biomass. The practitioner will sometimes run 2-3 times as much solvent to get a full yield. The result will be impeccable at those temperatures, as very little of any undesirables are soluble. It is a more time-consuming and hence expensive way to make extract, but it makes an accordingly more valuable product as well.
After extraction and dewaxing, the solution needs to be heated and boiled to evaporate off the primary extraction solvent. What remains behind is our concentrate. There are two main schools of recovery called active and passive. These are just industry euphemisms for using a recovery pump or vapor compressor (active) versus isobaric distillation (passive). Regardless of which method is used, and there are arguments and proponents for both (we are Passive Evangelists), this stage is usually the most time-consuming phase of hydrocarbon extraction and is referred to as the Hydrocarbon Recovery Bottleneck.
It’s not unusual for a butane extractor to spend only 5 minutes running solvent over the biomass, and then 50 minutes recovering the solvent. Regardless of whether it’s an active or passive recovery, the boiling solvent cools itself evaporatively and must have heat added to drive the phase change. If this heat transfer is insufficient, the temperature of the boiling liquid will fall. As the temperature falls, so does the vapor pressure and vapor density, so fewer molecules are transmitted to the condenser to re-liquify. Hence, regardless of whether a system is active or passive, if there is insufficient heat on the evaporation process, the recovery speed will fall.
The most common type of evaporation used in hydrocarbon extraction is the ubiquitous collection pot. This is a simple batch evaporator where a quantity of solution is caught and heated at once while its vapor is conveyed by a compressor or vapor pressure gradient to a condensing heat exchanger. Batch evaporation is effective, but the larger the boiling vessel gets, the less efficient it becomes to heat from its jacket surface. (Note: surface area increases by the square of the radius, while volume increases by the cube.) Instead, tricks must be played as scale increases to get sufficient transfer of heat into the evaporating solution.
The first trick is to turn the heat up on the evaporator jacket and drop a coil down into
the solution for more heat transfer surface area. The solution is trapped at its boiling point, but the higher temperature difference between that and the heated jacket will drive the phase change to vapor more quickly. This becomes an issue at the end of the recovery when the solvent is mostly gone, and the extract is concentrated. The boiling point of the extract can rise to where the jacket heat is cooking out your terps. It is important that you monitor your actual liquid solution temperature and cut the heat off as the boiling point rises above 25°C. We accomplish this manually by putting a valve on the bottom of the jacketed squirt bowl to throttle the recirculating heater fluid.
The next trick is the application of a Falling Film Evaporator (FFE) to butane recovery.
An FFE is an in-line, continuous evaporator, as opposed to the previous batch operation. Superheated solution is sprayed into the top of a hot tube-in-shell heat exchanger and allowed to run down its length, evaporating in a thin film as it descends the tubes. The vapor is conveyed to a cold heat exchanger and condensed back into its liquid form. This distillation technique is commonly used at large scales throughout all industrial applications, but it was novel in the BHO extraction industry until recently. With a butane FFE (bFFE), we can break the Hydrocarbon Recovery Bottleneck, easily scaling up to 3, 6, even 12 lbs/min. Thus, we can recover butane as fast as we can run it back through the material columns, allowing us to recirculate a full MAQ of 150-300 lbs solvent, and do back-to-back runs as fast as we can reload material and sub-cool the solvent to -60°C.
With passive recovery, a cold condenser re-liquifies the solvent at equal pressure, instead of using a vapor compression pump. This can be accomplished with consumable refrigerants like liquid nitrogen, liquid CO2, or dry ice. This is a low-cost way to get started, but it uses a lot of consumables for refrigeration.
With passive-electric recovery, we use a heat exchanger and a powerful low-temperature chiller instead, combining batch evaporation with the condensing side of a bFFE. Recovery rates of 1-3 lbs/minute are easily achievable, faster than what most people can claim with a pump. The chillers available in the -20°C range cost about one-third of a low temp -60°C chiller, with comparable power for passive recovery. Condensation from vapor to liquid is an exothermic process and requires about 3 kW of heat removal for each pound-per-minute of recovery rate, with butane. Thus, we need about 9kW for 3 lbs/min, 18kW for 6 lbs/min, and 36kW for 12 lbs/min, along with an equal amount of heat on the evaporator.
© 2020,Boris Kogon
There are three primary solvents that are commonly used in cannabis and hemp extraction: ethanol (EtOH), carbon dioxide (CO2), and hydrocarbons including butane and propane (C4H10 and C3H8). Sure, there are a few others which we’ll touch on briefly, but those are mostly used for postprocessing. In this first of three articles, we’ll discuss the merits of primary extraction solvents used to separate desired phytochemicals from plant biomass and concentrate them. In the two articles that follow, we’ll take a deeper dive into the fundamentals of hydrocarbon extraction and the finishing techniques to create products like shatter, wax, and live resin.

Ethanol is a fabulous substance. We use it as a residue-free cleaning solution, as a primary extraction solvent, and as a mind-altering entheogen. It dissolves polar and nonpolar compounds and makes them miscible with each other. In fact, it’s so effective that it works too well, dissolving undesirable and target compounds alike: chlorophyll, sugars, and lipids along with the tetrahydrocannabinol (THC), cannabidiol (CBD), and terpenes we are targeting. The answer is to run it cold, in the range of -20 to -40°C, where chlorophyll and lipids become largely insoluble. The result will be a post-winterized crude oil once the ethanol is recovered.
Because ethanol is a liquid at room temperature, it does not require a pressure vessel like the “compressed gas” solvents. But it is flammable and requires a C1D2 environment for its safe handling and use. It’s also subject to standard Maximum Allowable Quantities (MAQ) depending on building occupancy. In a Factory classification (F) this will be a 120-gallon limit, with a doubler to 240 gallons with fire sprinklers.
This lower classification and low volatility make ethanol a useful solvent for large-scale hemp and cannabis processing, allowing us to use continuous or batch-continuous atmospheric processes like centrifuges and screw presses, and Type 6 licensing instead of Type 7 in California. However, the boiling point for ethanol is quite high, roughly 78°C at 1 atm. This is comparable in boiling point to the lightest terpenes, so the recovery of the ethanol is denaturing and removing the very terpenes that give cannabis oil its flavor and smell. Consequently, ethanol extraction is great for bulk processing for CBD and THC, but suboptimal for making fine products that retain their original smell and flavor. Instead, it’s an ideal solvent for making “crude oil”, a full-spectrum extract that’s an input for distillation and other postprocessing methods.
Carbon Dioxide
Next up: CO2, or supercritical CO2 as it’s often called. CO2 is a compressed gas at room temperature at around 800 psi (55 bar). It’s a subcritical liquid at this temperature and
pressure, and in this cold liquid state, it’s only a modest solvent. If it’s cooled to -45°C and 100 psi (~7 bar) vapor pressure, it will become very selective and dissolve only terpenes and little else.
This is a great technique for extracting and concentrating pure terpenes from cannabis and hemp biomass before a secondary solvent is used to extract cannabinoids.
Supercritical CO2 is exactly that: CO2 in the state that exists above its critical
point, at 31.0°C and 1070 psi (~74 bar). The supercritical state of matter is a region in the pressure/temperature triple-point diagram where the distinction between a liquid and a vapor disappears. In other words, there are no boiling or condensing phase-transitions above the critical temperature and pressure (critical point).
Compounds in this state exhibit properties of a liquid and vapor simultaneously, for instance, the space-filling property of a gas and the dissolving/entraining properties of a liquid. Carbon dioxide in the supercritical state is much more aggressive than the subcritical liquid. Supercritical CO2 will dissolve THC and CBD, albeit more slowly than ethanol. A typical CO2 extraction run may last from 4 to 12 hours to get everything out of the biomass, while -40°C ethanol only needs to be exposed to the biomass for a few minutes. Likewise, the higher temperatures and higher pressures of supercritical CO2 extraction seem to denature delicate terpene molecules. Consequently, supercritical CO2 oil often has an identifiable burnt taste that some people find unappealing. This has made it fall out of favor in the last few years for vape-cartridges, being replaced by pure THC distillate flavored with cannabis-derived, hemp-derived, or other plant-derived terpenes.
Additionally, CO2 is under a lot of pressure. Unlike ethanol, which wants to be a liquid at room temperature, CO2 is physically incapable of being liquid at atmospheric pressure; it must be a solid or a gas. CO2 in the open atmosphere is well below its triple-point pressure of 5.111 atm, or roughly 75 psi. This means that we can only observe it as a frozen solid (dry ice), or a vapor, without pressurizing it. Supercritical CO2 extractions run between 1500 (~103 bar) to 5000 psi (~345 bar), and subcritical CO2 runs are at 400 (28 bar) to 1000 psi (~69 bar) as well. So, even though CO2 isn’t flammable, an often-cited selling point for equipment, it is still dangerous due to its own high pressure. A pressure level of 2000 psi (~138 bar) can cause a lot of damage if there is a mechanical failure, even without ignition.
For these reasons: poor taste, slow extraction runs, and high-pressures, CO2 systems have fallen out of favor over the last five years as other extraction methods have become more popular. The “CO2-taste” makes the oil best suited for crude, but the expensive equipment and slow run-times make it uncompetitive with ethanol for bulk processing.

This brings us to the hydrocarbons (HCs), or as I call them: “The Three Kings of Cannabis Solvation”. First off, don’t let haters tell you that hydrocarbon solvents aren’t natural or organic. They are, in fact, the very definition of “organic”, containing nothing but carbon and hydrogen. They are also as natural as can be, being formed from fossilized living organisms. There are many kinds of hydrocarbons, but for this discussion, we are interested in butane (C4H10) and propane (C3H8). There are other commonly used HCs, namely pentane, hexane, and heptane, but these are all liquids at room temperature, and are mostly used for postprocessing refinement and crystallization.
Butane and propane are considered compressed gases at room temperature, forming a liquid at 20°C with a vapor pressure of about 20 psig for n-butane and roughly 125 psig for propane. Both pressures are an order of magnitude or two below the working pressures of CO2 extraction. Both solvents are also extremely flammable and explosive when volatilized and mixed in the air with oxygen. For this reason, all hydrocarbon extraction must be done with expertly engineered and certified equipment, in a CID1 certified booth or explosion-proof environment. Please note, in this context “explosion-proof” does not mean a concrete bunker that can contain an explosion. Rather, it involves controlling the gasses and keeping them below their Lower Explosive Limits (LEL) with ventilation and gas-testing sensors, as well as using electrical equipment that cannot start a fire.
Butane and propane are both alkanes, meaning that their carbons share only single-bonds (no double-bonds), and all their free valences are saturated with hydrogen atoms. Butane can form two different isomers (molecules that share the same chemical formula but have different structures): the n-isomer, which looks like a straight line, and the isobutane isomer which is bonded in a triangular/tetrahedral shape. Each has 4 carbons and 10 hydrogen atoms, but they are arranged in different shapes. This turns out to have quite an effect on their respective performance as cannabis solvents.
Originally butane hash oil (BHO) extract was made using cans of compressed lighter fluid, in a process called “open blasting”. It turns out that these cans contain a mixture of n-butane with isobutane and propane as propellants. As the industry matured, and open-blasting was replaced with closed-loop systems (where the solvent is recovered instead of being released into the air), practitioners began buying pure forms of these compressed gasses from specialty suppliers, preferably with instrument-grade purity of 99.9% to minimize contaminants in final products. Practitioners began to make mixtures of these three solvents to try to maximize the positive characteristics of each.
In a nutshell, their characteristics are as follows:
n-Butane is the most noble of solvents and the most unforgiving. It is the most aggressive of the three and needs to spend the least time in contact with the biomass, oftentimes just being washed over the material column briefly. It’s so aggressive that it only needs minutes of contact, instead of the hours it takes with CO2. It is also so aggressive that at room temperature, it will extract chlorophyll and other pigments producing dark-colored oil. To resolve this we run it cold, and I mean very cold. The preferred temperature for running n-butane is -60°C for the solvent, something only possible using dry ice or an expensive low-temperature chiller. At low temperatures, n-butane will not pick up chlorophyll and it will be more selective against pigments and waxes. n-Butane also has the lowest vapor pressure of the three. In fact, when it is this cold, it’s below 0 psig or 1 atm! It’s no longer a compressed gas at all, but a sub-cooled liquid with no vapor-pressure of its own. For this reason, we often use regulated nitrogen (N2) as a propellant to push solvent from vessel to vessel.
Propane is the most forgiving of solvents, but also very finicky. Propane is under a fair amount of pressure, 125 psig at room temperature, and 25-50 psig even at colder operating temperatures. Propane is more selective in what it dissolves than n-butane. It produces a lighter color of extract, even when used at room temperature. It is also less effective at dissolving our target cannabinoids, THC and CBD, so it will often yield a more terpene-rich fraction than
n-butane. It’s sometimes said that propane produces lower yields than butane, but that is just a rookie talking. All solvents yield the same amount when run correctly by a skilled technician.
The yield is in the starting material, not the solvent used to get it out. Yes, propane may yield lower for the same amount of solvent run, but the answer then is to run more solvent (or run it warmer). The more solvent you run over your biomass, the more yield you get out with it. Likewise, the warmer the solvent, the more it will yield per unit solvent mass. But it may also yield more of the impurities you want to avoid like pigments and plant-waxes.
For these reasons, it requires an experienced extraction technician to get the desired end-product with full yield from the plant without sacrificing quality. In general, there is a matrix between yield and quality, with butane on the left and propane on the right of the horizontal axis, and temperature on the vertical. The warmer your solvent is run, the higher the yield with less solvent, but the darker your product will be.
Likewise, the more butane used in your solvent mix, the higher the yield, but it must be run colder to maintain light color. The more propane in your mix, the lighter (and orange) your extract will be, but at the expense of running more solvent to get a full yield. In general, propane must be run warmer than butane, in the range of -10 to -20°C. Colder than this and you must run lots of it, and you may even drop cannabinoids out of solution when dewaxing. In the cannabis industry, the lightness of color is taken as a proxy for the “quality” of the extracts.
As mentioned, practitioners often mix these solvents to get the best of both worlds: the lighter color of propane with the full extraction of butane. There is another parameter at play: stability. This will come back again in the discussion of finishes below. Pure n-butane makes a product called shatter, which is clear like glass and stays that way (hence “stable”). Pure propane extract tends to spontaneously crystallize over time, turning the shatter cloudy at first, and eventually separating into a mixture of liquid terpenes and fine crystals called sugar-wax.
Practitioners can use one solvent or the other to make different finished products, but a problem arises when using a mixture of them together. A solvent mix that starts out as 50/50 of each, or 70/30 butane-rich, is very popular, but over time this mix will change. Propane, having a significantly higher vapor-pressure, will be recovered first, leaving mostly butane behind in the collection pot at the end of a run. Practitioners often like to “pour” their extract out, removing some of this liquid butane from the solvent mix. The result is that the mixture is constantly changing every run, becoming richer in propane and leaner in butane, resulting in a slow change of the extracts from shattery to sugary even with the same starting material.
Isobutane is the perfect compromise. As mentioned before, isobutane has the same chemical formula as n-butane, but in a different shape. It is a triangular star shape, with a central carbon and three others as methyl groups bound to it. There is a free hydrogen bound to its fourth valence, and that proton pushes the three peripheral carbons away from it to form a shallow tetrahedron. The important feature is that from any one angle, the molecule only has three carbons facing out. In other words, from any angle, isobutane appears like propane to another molecule that is physically interacting with it (the fourth carbon being occluded by the other three). This means that isobutane extracts a lot like propane while having the lower pressures we enjoy with n-butane (roughly 35 psi at 20°C). Additionally, if one uses pure isobutane instead of a mixture of compounds, there are no ratios to change over time because of different vapor-pressures and resulting recovery differentials. This means that its extraction characteristics don’t change over time.
© 2020,Boris Kogon




